Technology

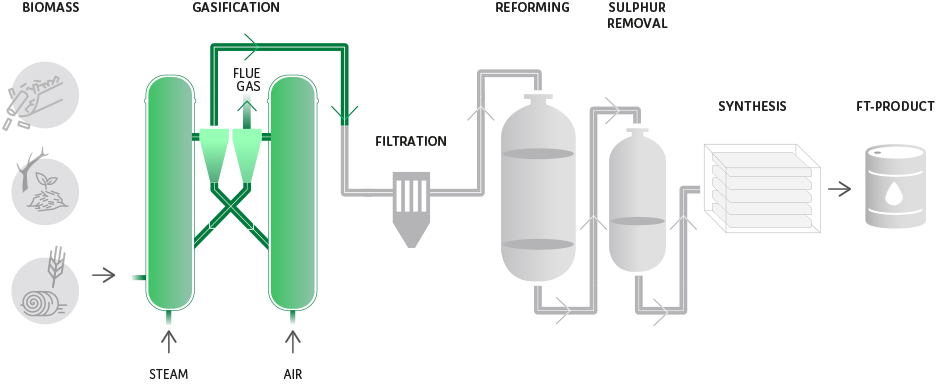
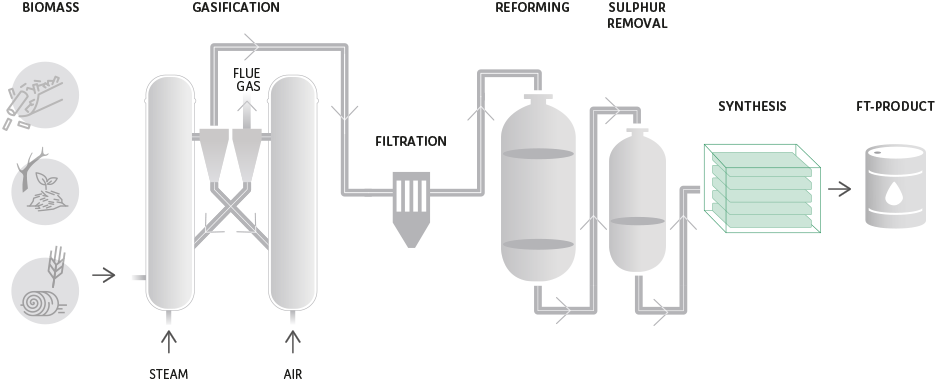
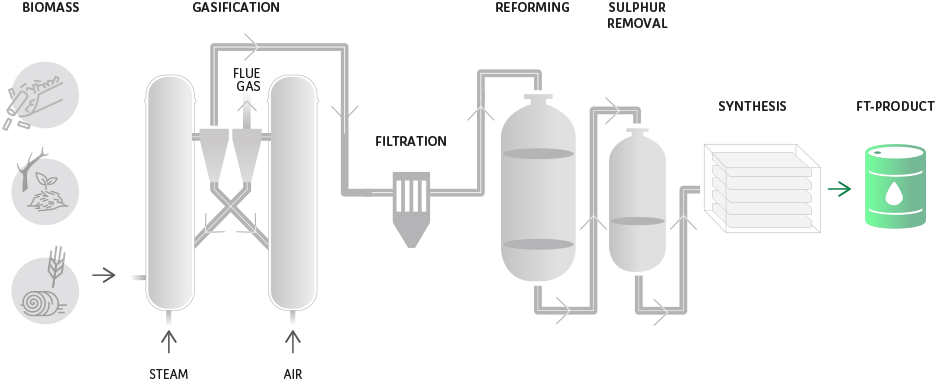
The production of biofuels from solid biomass involves several steps: gasification of biomass, cleaning of gasification gas to useful synthesis gas, production of raw biofuel by Fischer-Tropsch synthesis and upgrading the product to transportation fuels. The demonstration projects during the last decade have proven that achieving low production cost for the biofuel is the key for the process commercialization. By the following seven actions, COMSYN project aims for the reduction of biofuel production costs down to 0.80 €/l.
European biomass resources are diverse and the supplies are locally and seasonally limited. The use of agro residues, demolition wood, municipal waste and other available low-cost biomass is estimated to decrease the raw material costs of biofuel production by half. On the downside, these materials contain higher levels of impurities than forest biomass. Therefore, a fuel-flexible and robust biomass conversion is essential for achieving low production cost of biofuel. In the COMSYN project, the use of a dual fluidized bed gasifier (DFB) is validated for wood residues and agro biomass.
The initial biomass in converted to gas by a novel dual fluidized bed gasifier (DFB). The gasifier is suitable for all kind of wood residues, agricultural residues and waste-derived feedstocks which are available at a feedstock cost of 0-20 €/MWh. The gasification process can be realized at wide size range of 30-150 MW biomass input, which makes it suitable for various locations and different energy consuming industries. DFB gasifier enables also quick change of feedstock based on regional and seasonal availability and prices. VTT has a pilot scale DFB gasifier which can process 100 kg/h of biomass in the Bioruukki piloting centre, in Espoo, Finland. The designed operation conditions in the COMSYN project are 700 - 820 °C and 1 - 3 bar pressure. The Bioruukki gasifier is followed by filtration and a subsequent slip-stream to gas purification and Fischer-Tropsch synthesis.
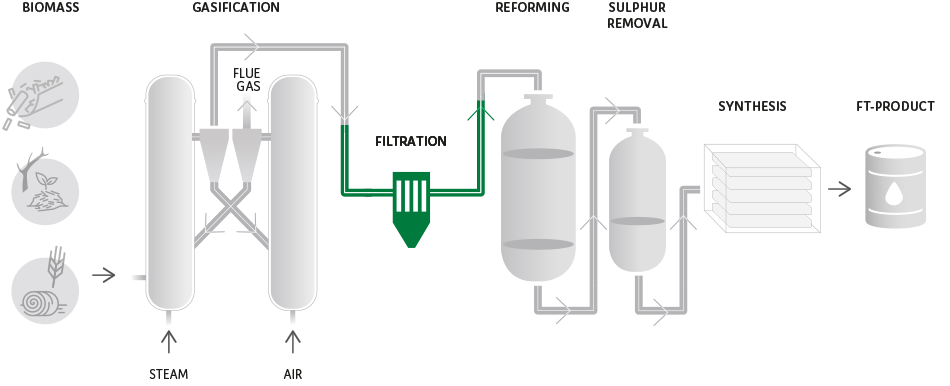
Biomass gasification gas contains similar impurities as traditional wood combustion produces. The gas flow from the gasifier carries ash, tar, hydrocarbons, ammonia and sulfur onwards in the process. The Fischer-Tropsch synthesis is sensitive to these impurities and therefore a thorough gas cleaning process is needed. The first step is the gasification gas filtration, in which particulates and some of the tar is removed from the gasification gas.
Biomass gasification gas filtration is traditionally operated at 350 - 500 °C. This is lower temperature range than either in the preceding gasification or the following steam reforming unit has. Therefore, the biomass gasification gas has to be cooled down before the filter and then again heated up for the reforming. This is an energy consuming process. To cut down the production costs, a high temperature filtration around 800 °C is developed in the COMSYN project. New metallic filter elements developed and supplied by GKN will be first tested by VTT at laboratory scale and later in the gasification test runs at Bioruukki piloting centre.
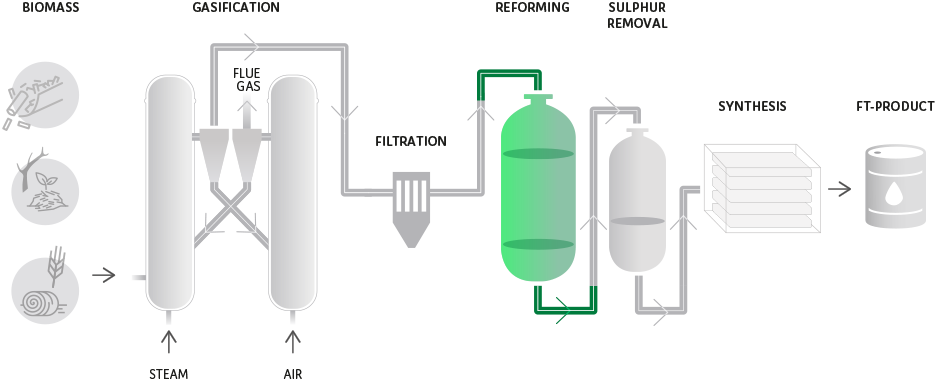
Biomass gasification gas contains wide range of both light and polyaromatic hydrocarbons, i.e. tar. For the Fischer-Tropsch syntheisis these hydrocarbons must be converted to hydrogen and carbon monoxide. This can be done by using a catalytic steam reforming reactor. The temperature has to be high, around 900 °C, as the impurities in the gas would otherwise poison the catalyst. However, high temperature also promotes the formation of coke, which can block the reactor. In COMSYN, a novel steam reforming concept is developed to tackle these problems.
An addition of a small stream of oxygen to the steam reforming reactor is highly beneficial as it helps to minimize coke formation and promotes reforming reactions. However, adding pure oxygen would require a separate oxygen plant and adding air would increase the amount of inert nitrogen in the process gas; both of these options would increase the production costs. In the COMSYN project, the reformer will be fitted with an oxygen permeable membrane that is able to separate oxygen from air. The initial development of the membrane material will be done at VTT laboratories and later the best performing material will be tested in pilot scale testing.
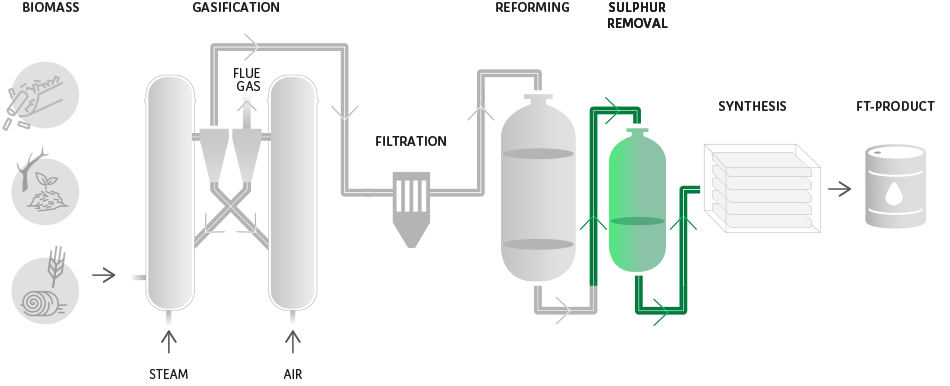
Sulfur in the biomass gasification gas is a catalyst poison and especially harmful in the Fischer-Tropsch process. Therefore is it has to be removed to the level of 1 ppm in the synthesis gas. The challenge is to achieve this without expensive chemical scrubbing or producing extensive amounts of waste sorbents. The COMSYN project focuses to explore various sorbent materials, especially those with potential for reuse.
Bulk removal of sulphur to 1 ppm level in COMSYN is carried out in a fixed/moving bed absorber reactor using ZnO and/or active carbon as the sorbent. According to laboratory results of VTT operation at 350-400 °C will give high enough reaction rate, meets the target H2S content and can be realised with a reasonable reactor size. The basic concept is based on having two parallel reactors dimensioned for two weeks of operation. After that period, the reactors are switched and the used sorbent is removed. During the COMSYN project several options for sorbent material are first tested in the laboratory scale and later tested in the slip stream line of DFB gasifier.
In the Fischer-Tropsch synthesis the purified biomass gasification gas is converted in a catalytic reactor to hydrocarbons suitable for gasoline, diesel and jet fuel production. The Fischer-Tropsch product is a mixture of gas, liquid and solid components that needs to be separated and further processed or reused in the production plant. In the industrial scale, Fischer-Tropsch requires enormous process equipment and feed gas volumes to be profitable. This is not a suitable solution for the COMSYN process concept. INERATEC developes modern intensified reactor technology, which combines high efficiency and feasible economics beneficial for the COMSYN concept.
The high conversion efficiency from biomass to Fischer-Tropsch products is achieved with once-through synthesis. The feed gas can contain 10-15 % of inert contents (N2, CO2, CH4) which simplifies the requirements for the gasification gas cleaning process. The high conversion is achieved with highly efficient one or two-stage FT reactors of INERATEC and by using part of the off-gases to heat the gasification process. In this way the energy of off-gas is circulated to the gasification process without increasing the syngas mass flow or increasing the need for gas cleaning.
Fischer-Tropsch product consists of hydrocarbons and water. Some of the hydrocarbons are in the form of gases (such as methane, ethane and propane), which are reused in the gasification plant. The liquid product contains typically hydrocarbons with carbon number between 4 and 15. These are suitable as such for gasoline, diesel and kerosene use. The heaviest fraction of the product is called wax. It contains all longer hydrocarbon chains. This fraction requires hydrotreatment to be suitable for biofuel use. In addition, remaining water has to removed from the product by distillation.
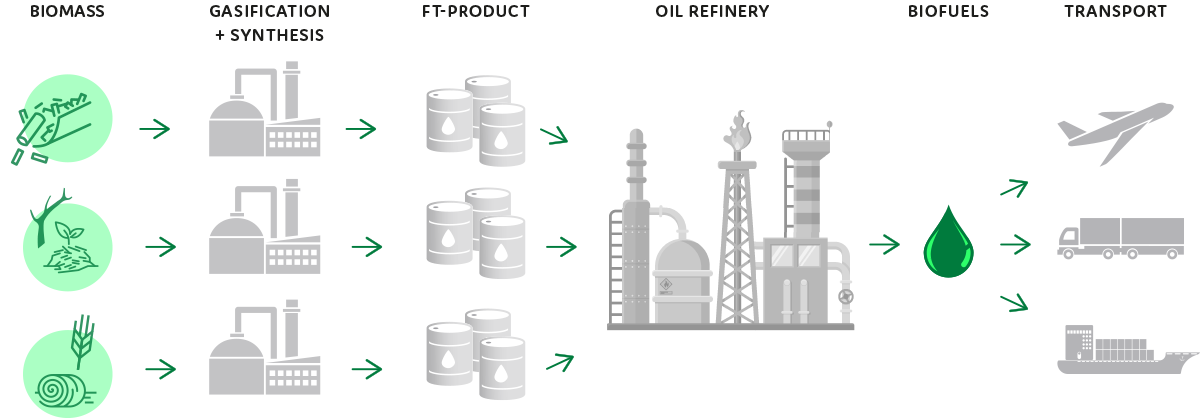
In the COMSYN concept the Fischer-Tropsch product is transported to a central oil refinery where it is upgraded to customer products as part of the existing process. The existing oil refinery units, hydrotreatment/isomerisation, catalytic cracking, and steam cracking, will be developed for biofuel processing. This research work is done by UniCRE, the reserach institute of UniPETROL oil refinery. UniCRE will also perform validation trials on co-processing and stand-alone processing of the FT wax.
With the COMSYN concept it is possible to build an ecosystem that utilizes flexibly even relatively small biomass resources for the biofuel production. Using Fischer-Tropsch as the synthesis route allows the production of high-quality biofuels that are suitable as such or can be mixed with fossil based fuels with any mixing ratio. In order to obtain the lowest production cost for the biofuel, the process economics have to be optimized. This requires understanding of process optimization, integration possibilities, local scenarios, and biofuel markets.
The COMSYN project has a multifaceted approach to the concept optimization, with three project partners, Foster Wheeler, DLR and ÅF Consult, concentrating on this topic. The test data will be used to forecast the performance of an industrial-scale production unit and to create detailed feasibility studies aiming for optimal production concepts with maximal integration benefits. Two concrete case studies will be developed for North-Europe and Central-Europe sites, representing different feedstock basis and different options for energy integration. Market understanding is created by surveys and concepts studies, which provide the background for the business concepts and commercialization of the process. Furthermore, the COMSYN project aims for the increased societal and political acceptance of sustainable biofuels by providing public material for both consumers and stake-holders.
In this video Comsyn research scientist Niko Heikkinen will will guide you trough the gasification of biomass, cleaning of gasification gas to useful synthesis gas, production of raw biofuel by Fischer-Tropsch synthesis and upgrading the product to transportation fuels.